

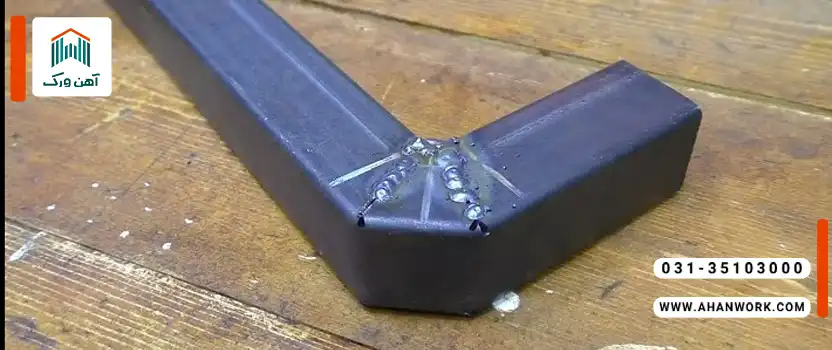
پروفیل ها شبیه ستون های خاموشِ یک سازه اند؛ ساده به نظر می رسند، اما هر کدامشان اگر درست به هم نچسبند، قصه ی استحکام از همان ابتدا لنگ می زند. جوشکاری پروفیل، هنرِ پیوند دادن همین قطعات است؛ هنری که هم به تجربه ی دست نیاز دارد و هم به فهمِ دقیقِ حرارت، جنس فلز و استاندارد. در این مقاله قرار نیست فقط اسم روش ها را ردیف کنیم؛ می خواهیم نگاه کاربردی بدهیم، از خطاهای رایج بگوییم، راه پیشگیری را روشن کنیم و در نهایت، استانداردها و کنترل کیفیت را طوری توضیح دهیم که هم برای کارگاه مفید باشد، هم برای پروژه های ساختمانی و صنعتی.
کیفیت جوشکاری پروفیل زمانی معنا پیدا می کند که انتخاب متریال بر اساس شرایط پروژه و در کنار بررسی دقیق قیمت آهن آلات انجام شود، زیرا هزینه مواد اولیه نقش مستقیمی در تصمیم های فنی و اجرایی دارد.
جوشکاری پروفیل چیست و چه کاربردی دارد؟
جوشکاری پروفیل یعنی اتصال دائمی قطعات پروفیل فولادی یا آلومینیومی به کمک حرارت و گاهی فلز پرکننده، به گونه ای که اتصال ایجادشده از نظر استحکام و دوام، پاسخ گوی بارهای وارد بر سازه باشد. اما پشت همین تعریف ساده، جزئیات زیادی خوابیده: ضخامت دیواره، شکل مقطع، نوع آلیاژ، پوشش گالوانیزه، وضعیت لبه ها و حتی ترتیب جوش ها می تواند نتیجه را از یک اتصال تمیز و مطمئن، به یک جوش پرعیب و دردسرساز تبدیل کند.
کاربردهای جوشکاری پروفیل در صنعت و ساختمان
جوشکاری پروفیل تقریباً همه جا حضور دارد؛ از یک حفاظ ساده ی پنجره تا شاسی های صنعتی و سازه های فلزی. چند نمونه ی رایج:
- ساخت اسکلت سازه های سبک، سوله ها، خرپاها و فریم های فلزی
- تولید در و پنجره، نرده، حفاظ، پارتیشن های فلزی و مبلمان صنعتی
- ساخت شاسی و قفسه بندی های سنگین، استراکچر تجهیزات و ماشین آلات
- تعمیرات صنعتی، تقویت سازه ها و ساخت قطعات سفارشی در کارگاه ها
جایی که پروفیل ها روی هم می نشینند، همان جا کیفیت جوش تعیین می کند سازه سال ها بی صدا کار کند یا با یک ترک کوچک، یک روز ناگهان فریاد بزند.
اهمیت کیفیت جوش در پروفیل ها
پروفیل ها به خصوص نوع قوطی، دیواره ی نسبتاً نازک دارند. این یعنی:
- خطر سوراخ شدن و نفوذ بیش از حد بالاست
- تاب برداشتگی سریع اتفاق می افتد
- نفوذ ناقص هم بسیار رایج است چون جوشکار از ترس سوختن ورق، حرارت را کم می کند
کیفیت جوش فقط زیبایی ظاهری نیست. یک جوش زیبا می تواند در عمق، نفوذ کافی نداشته باشد و درست در نقطه ی بحرانی، جدا شود. بنابراین باید هم به ظاهر، هم به ریشه ی اتصال توجه کرد.
انواع روش های جوشکاری پروفیل
انتخاب روش جوشکاری برای پروفیل، مثل انتخاب قلم برای خوشنویسی است؛ هر قلمی برای هر کاغذی جواب نمی دهد. در این بخش روش های رایج را مرور می کنیم و می گوییم کجاها بهترین نتیجه را می دهند.
جوشکاری قوس الکتریکی (SMAW)
SMAW همان جوشکاری با الکترود دستی است؛ روش کلاسیک و پرکاربرد در کارگاه ها و پروژه های ساختمانی.
مزیت ها
- دسترسی آسان، تجهیزات نسبتاً ارزان و قابل حمل
- مناسب محیط های بیرونی و کارهای تعمیراتی
- تنوع الکترودها برای شرایط مختلف
محدودیت ها
- پاشش و سرباره، نیازمند تمیزکاری بین پاس ها
- کنترل حرارت سخت تر روی پروفیل های نازک
- سرعت کمتر نسبت به روش های سیم جوشی
برای پروفیل های با ضخامت متوسط به بالا، SMAW می تواند گزینه ی قابل اتکا باشد؛ اما روی قوطی های نازک، اگر دست جوشکار نرم نباشد، جای سوزاندن ورق زیاد است.
جوشکاری MIG و MAG
در این روش ها از سیم جوش پیوسته و گاز محافظ استفاده می شود. تفاوت اصلی این است که در MIG معمولاً گاز خنثی (مثل آرگون) و در MAG گاز فعال (مثل CO₂ یا مخلوط ها) به کار می رود. در بازار ایران، بسیاری از دستگاه های «CO₂» عملاً در دسته MAG قرار می گیرند.
مزیت ها
- سرعت بالا و کیفیت یکنواخت تر
- پاشش کمتر (خصوصاً با تنظیمات درست و گاز مناسب)
- عالی برای تولیدات سری و سازه های سبک تا نیمه سنگین
محدودیت ها
- حساسیت به باد و جریان هوا (در فضای باز مشکل ساز می شود)
- نیاز به تنظیم دقیق پارامترها و کیفیت گاز
- هزینه ی اولیه بالاتر از الکترود دستی
برای پروفیل های قوطی در کارگاه های ساخت در و پنجره یا فریم های فلزی، MIG/MAG معمولاً انتخاب محبوب است چون هم تمیزتر است، هم سریع تر.
جوشکاری TIG
TIG یک روش دقیق و تمیز است؛ با الکترود تنگستن و گاز محافظ (اغلب آرگون). اگر دنبال جوشی با ظاهر عالی، کنترل حرارتی بالا و کیفیت ریشه ی مطلوب هستید، TIG مثل یک سازِ دقیق عمل می کند.
مزیت ها
- کنترل عالی روی حوضچه مذاب، مناسب ورق و پروفیل نازک
- ظاهر بسیار تمیز و پاشش تقریباً صفر
- عالی برای آلومینیوم و استیل
محدودیت ها
- سرعت پایین تر و نیازمند مهارت بالاتر
- هزینه ی تجهیزات و مصرف گاز
- برای حجم های خیلی بالا معمولاً اقتصادی نیست
در جوشکاری پروفیل های حساس، قطعات تزئینی، یا پروژه هایی که کیفیت سطح و دقت اولویت دارد، TIG انتخاب حرفه ای هاست.
جوشکاری CO2
اصطلاح «جوش CO₂» در کارگاه ها معمولاً به جوشکاری سیم جوشی با گاز CO₂ اشاره دارد (MAG). CO₂ اقتصادی است و نفوذ خوبی می دهد، اما اگر تنظیمات درست نباشد، پاشش بالا و ظاهر خشن تر می شود.
نکته ی مهم کارگاهی:
برای پروفیل های نازک، استفاده از مخلوط گاز (مثلاً آرگون/CO₂) اغلب نتیجه ی نرم تر، پاشش کمتر و کنترل بهتر می دهد. اما اگر تنها گزینه CO₂ باشد، با تنظیم ولتاژ/سیم تغذیه و تکنیک درست، باز هم می شود جوش قابل قبولی گرفت.
در بسیاری از پروژه های ساختمانی و صنعتی، آگاهی از قیمت پروفیل در کنار شناخت روش های صحیح جوشکاری، به کارفرما کمک می کند تا بین استحکام، دوام و هزینه تعادل منطقی برقرار کند.

مقایسه روش های مختلف جوشکاری پروفیل
برای اینکه انتخاب ساده تر شود، به جای جدول های شلوغ، یک جمع بندی کاربردی:
- اگر پروژه بیرونی است، باد دارید، دسترسی محدود است و هزینه مهم است: الکترود دستی (SMAW)
- اگر تولید سری دارید، سرعت می خواهید و پروفیل های رایج فولادی دارید: MIG/MAG (سیم جوشی)
- اگر پروفیل نازک است یا آلومینیوم/استیل دارید و کیفیت ظاهری مهم است: TIG
- اگر دنبال گزینه اقتصادی برای فولاد معمولی هستید و دستگاه CO₂ دارید: MAG با CO₂ (با تنظیم دقیق)
تجهیزات و ابزار مورد نیاز برای جوشکاری پروفیل
جوش خوب فقط از «دست خوب» نمی آید؛ از ابزار درست و تنظیم درست هم می آید. ابزار نامناسب، بهترین جوشکار را هم عصبی می کند.
دستگاه های جوشکاری مناسب پروفیل
انتخاب دستگاه باید با ضخامت و حجم کار هماهنگ باشد:
- اینورترهای الکترود دستی برای کارهای عمومی و پروژه ای
- دستگاه MIG/MAG برای تولید و کارگاه های ساخت سازه های سبک و نیمه سنگین
- دستگاه TIG برای کارهای دقیق، ورق نازک، آلومینیوم و استیل
- لوازم جانبی مثل فیدر سیم، تورچ باکیفیت، رگلاتور مطمئن و کابل های استاندارد
یک نکته ی ظریف: در جوشکاری پروفیل های نازک، پایداری قوس و کنترل آمپر از «قدرت بیشتر» مهم تر است. دستگاهی که خروجی نرم و قابل کنترل بدهد، نتیجه را بهتر می کند.
الکترودها و سیم جوش های پرکاربرد
انتخاب الکترود یا سیم جوش باید با جنس پروفیل و شرایط اتصال هماهنگ باشد:
- الکترودهای روتیلی برای شروع آسان، ظاهر خوب و کارهای عمومی
- الکترودهای کم هیدروژن برای اتصالات حساس تر و کاهش ترک (در شرایط مناسب نگهداری و خشک بودن)
- سیم جوش های فولادی رایج برای MIG/MAG با قطر مناسب ضخامت کار
- سیم جوش های مخصوص آلومینیوم یا استیل برای پروژه های خاص
برای پروفیل گالوانیزه، بهتر است پوشش روی در ناحیه جوش تا حد امکان برداشته شود (با رعایت ایمنی) تا هم کیفیت بهتر شود، هم دود و تخلخل کمتر.
تجهیزات ایمنی در جوشکاری پروفیل
ایمنی در جوشکاری، فقط یک آیتم اداری نیست؛ واقعیت روزانه ی کارگاه است.
- ماسک جوشکاری اتومات با درجه تیرگی مناسب
- دستکش چرمی و لباس کار ضخیم و بدون الیاف مصنوعی
- کفش ایمنی، عینک محافظ برای سنگ زنی
- تهویه مناسب یا مکنده دود، به خصوص در جوشکاری گالوانیزه
- خاموش کننده و نظم کابل ها برای کاهش خطر آتش سوزی و برق گرفتگی
نکات مهم و اصولی در جوشکاری پروفیل
در جوشکاری پروفیل، نصفِ نتیجه قبل از روشن شدن دستگاه رقم می خورد. اگر آماده سازی درست باشد، قوس هم مهربان تر می شود.
آماده سازی سطح پروفیل قبل از جوش
سطح باید تمیز باشد؛ زنگ زدگی، رنگ، روغن، گرد و غبار یا پوشش روی می تواند جوش را پر از تخلخل کند.
- تمیزکاری با فرز، سنباده یا برس سیمی
- ایجاد فیت آپ درست: تماس مناسب، فاصله ریشه منطقی، عدم لقی
- گیره زدن و فیکس کردن برای جلوگیری از جابجایی هنگام جوش
- در ضخامت های بالاتر، پخ زدن لبه ها برای نفوذ بهتر
جوش روی سطح آلوده شبیه نوشتن روی شیشه بخارگرفته است؛ چیزی می ماند، اما مطمئن نیست.
تنظیم صحیح جریان و ولتاژ
پارامترها باید با ضخامت و روش هماهنگ شوند. مشکل رایج این است که از ترس سوراخ شدن، حرارت کم می شود و نتیجه نفوذ ناقص است. از آن طرف، حرارت زیاد هم دیواره نازک را می سوزاند و تاب ایجاد می کند.
برای رسیدن به تنظیم درست:
- اول روی قطعه مشابه تست بزنید
- صدای قوس را معیار کنید؛ قوس ناپایدار یعنی تنظیمات یا تغذیه مشکل دارد
- سرعت حرکت را با حرارت هماهنگ کنید؛ نه خیلی کند که ورق بسوزد، نه خیلی تند که جوش سرد و ضعیف شود
جلوگیری از تاب برداشتگی و تغییر شکل پروفیل
تاب برداشتگی دشمن پنهان پروفیل هاست، مخصوصاً قوطی های سبک. راهکارهای عملی:
- جوشکاری متناوب و نقطه گذاری درست قبل از جوش نهایی
- توزیع حرارت: جوش ها را یک طرفه و پشت سر هم نزنید
- استفاده از گیره، شابلون و فیکسچر
- جوش در پاس های کوتاه و با توقف های کنترل شده
- رعایت ترتیب جوشکاری: از نقاط مرکزی به سمت بیرون (در بسیاری از فریم ها نتیجه بهتر می دهد)
برای ساخت فریم ها و سازه های نیمه سنگین، توجه هم زمان به استانداردهای جوشکاری و بررسی به روز قیمت پروفیل ۶در۴ باعث می شود انتخاب مقطع از نظر فنی و اقتصادی بهینه باشد.

خطاهای رایج در جوشکاری پروفیل
این ها خطاهایی هستند که زیاد دیده می شوند و هزینه ی دوباره کاری می سازند:
- نفوذ ناقص به علت حرارت کم یا فیت آپ بد
- تخلخل به علت آلودگی سطح یا مشکل گاز محافظ
- بریدگی کناره (Undercut) به علت ولتاژ بالا یا زاویه غلط تورچ
- پاشش زیاد به علت تنظیمات نادرست، سیم نامناسب یا گاز بی کیفیت
- ترک های ریز به علت تنش، سرد شدن سریع یا هیدروژن (خصوصاً در شرایط نامناسب)
استانداردهای جوشکاری پروفیل
استانداردها کمک می کنند جوش از «سلیقه» بیرون بیاید و به «قابلیت اعتماد» برسد. حتی اگر پروژه کوچک باشد، آشنا بودن با زبان استانداردها، سطح کار را بالا می برد.
استانداردهای بین المللی جوشکاری (AWS، ISO، DIN)
این نام ها بیشتر از آنکه ترسناک باشند، نقشه راه اند:
- AWS به عنوان مرجع پرکاربرد در حوزه دستورالعمل ها و پذیرش کیفیت جوش
- ISO برای چارچوب های بین المللی کیفیت، طبقه بندی ها و روش های آزمون
- DIN در برخی صنایع و پروژه های اروپایی پررنگ است
در عمل، مهم این است که پروژه مشخص کند کدام مرجع ملاک است و معیار پذیرش عیوب، اندازه جوش و روش آزمون بر اساس همان تعریف شود.
استانداردهای رایج در ایران
در ایران معمولاً پروژه ها با ترکیبی از استانداردهای بین المللی و الزامات داخلی پیش می روند؛ به ویژه در پروژه های ساختمانی که نظارت فنی و کنترل کیفیت اهمیت دارد. آنچه برای کارگاه مهم است، این است که:
- نقشه و دستورالعمل جوش (اگر ارائه شده) دقیق رعایت شود
- نوع جوش، اندازه گل جوش، طول مؤثر و محل اتصال مطابق نقشه باشد
- اگر پروژه حساس است، از جوشکار دارای صلاحیت و روش اجرایی مشخص استفاده شود
تست و کنترل کیفیت جوش پروفیل
کنترل کیفیت به دو دسته کلی تقسیم می شود:
- بازرسی چشمی: بررسی یکنواختی، بریدگی کناره، بریدگی ریشه، پاشش زیاد، ترک سطحی، هم محوری قطعات
- آزمون های غیرمخرب و مخرب (بسته به اهمیت پروژه): مثل تست نفوذ رنگ برای ترک های سطحی، التراسونیک یا رادیوگرافی برای قطعات خاص، و گاهی تست شکست نمونه در کارگاه های صنعتی
حتی اگر ابزار تست پیشرفته ندارید، یک بازرسی چشمی دقیق و رعایت اصول فیت آپ و پارامترها، بخش بزرگی از ریسک را کم می کند.
در سازه های سبک و کارهای ظریف تر، اطلاع از قیمت قوطی ۴در۸ سبک در کنار رعایت اصول جوشکاری پروفیل، نقش مهمی در کاهش تاب برداشتگی و افزایش عمر مفید اتصال ها دارد.
بررسی مشکلات و عیوب جوش در پروفیل ها
عیب جوش مثل لکه روی آینه است؛ کوچک باشد هم تصویر اعتماد را خراب می کند. شناخت عیوب یعنی کوتاه کردن مسیر از خطا به اصلاح.
ترک، تخلخل و نفوذ ناقص
- ترک می تواند سطحی یا عمقی باشد و معمولاً خطرناک ترین عیب است چون در زمان، رشد می کند.
- تخلخل یعنی حبس گاز در فلز جوش؛ نتیجه اش کاهش استحکام و ظاهر نامرتب است.
- نفوذ ناقص یعنی جوش به ریشه اتصال نرسیده؛ ظاهر شاید خوب باشد اما اتصال از درون ضعیف است.
دلایل ایجاد عیوب جوش
ریشه ی بیشتر عیوب معمولاً در یکی از این چند عامل است:
- آماده سازی ضعیف سطح (روغن، زنگ، رنگ، گالوانیزه باقی مانده)
- تنظیمات غلط دستگاه یا انتخاب نامناسب الکترود/سیم
- زاویه و تکنیک نامناسب حرکت دست یا تورچ
- گاز محافظ نامناسب، نشتی شلنگ، یا جریان گاز کم/زیاد
- فیکس نکردن درست قطعه و ایجاد تنش و تاب
- شرایط محیطی مثل باد، رطوبت، سردی بیش از حد قطعه
روش های پیشگیری و اصلاح عیوب
پیشگیری همیشه ارزان تر از تعمیر است، اما اگر عیب ایجاد شد هم راه هست:
- برای تخلخل: تمیزکاری بهتر، کنترل جریان گاز، بررسی نازل و رگلاتور، دوری از باد
- برای نفوذ ناقص: اصلاح فیت آپ، افزایش کنترل شده حرارت، انتخاب پاس و تکنیک مناسب، پخ زدن در ضخامت بالاتر
- برای ترک: کاهش تنش با ترتیب جوش مناسب، انتخاب مصرفی درست، کنترل سرد شدن، در موارد حساس پیش گرمایش یا استفاده از مواد کم هیدروژن (با نگهداری صحیح)
- برای اصلاح عملی: سنگ زنی ناحیه معیوب تا رسیدن به فلز سالم و جوشکاری مجدد با پارامترهای درست
سوالات متداول
آیا جوشکاری پروفیل نازک با الکترود دستی ممکن است؟
بله، اما نیاز به مهارت بالا و کنترل دقیق آمپر و سرعت حرکت دارد. برای بسیاری از پروفیل های نازک، MIG/MAG یا TIG کنترل بهتر و ریسک کمتر ایجاد می کند.
برای پروفیل های گالوانیزه چه نکته ای مهم تر است؟
برداشتن پوشش روی در ناحیه جوش، تهویه مناسب و کنترل تخلخل اهمیت زیادی دارد. دود گالوانیزه هم از نظر ایمنی جدی است و نباید دست کم گرفته شود.
چرا بعد از جوشکاری، فریم پروفیل کج می شود؟
تاب برداشتگی معمولاً از توزیع نامناسب حرارت، جوش های طولانی و پیوسته، یا فیکس نکردن درست قطعه ایجاد می شود. نقطه گذاری، جوش متناوب و ترتیب صحیح جوش کمک زیادی می کند.
بهترین روش جوشکاری برای ساخت چهارچوب در و پنجره پروفیلی چیست؟
در کارگاه های ساخت، MIG/MAG معمولاً به دلیل سرعت و ظاهر تمیز رایج تر است. اگر پروفیل خیلی نازک یا ظریف باشد و کیفیت سطح بسیار مهم باشد، TIG هم انتخاب عالی است.
نشانه های یک جوش خوب روی پروفیل چیست؟
یکنواختی خط جوش، عدم وجود بریدگی کناره و ترک، پاشش کنترل شده، و مهم تر از همه نفوذ کافی و اتصال مطمئن در ریشه. ظاهر خوب شرط لازم است، اما کافی نیست.





